
鋳造プロセス

国内最高レベルのQ・C・Dとお客様満足度を支える、徹底した環境整備活動。
傳來工房の工場は業界でも屈指の規模を誇るVプロセスライン。
環境整備をベースに木型準備~原材料投入~鋳物生地完成までコンピュータ制御により一環生産するもので、国内最高レベルのQ(Quality:品質)・C(Cost:コスト)・D(Delivery:納期)を実現しています。一度是非工場見学においで下さい。お待ちしております。
最新鋳造システム
Vプロ(バキュームプロセス)設備による鋳物製品の製作工程は、まず定盤と呼ばれる精密に平面が出ている板の上に原型が設置されたものが準備されます。この定盤がターンテーブルに載せられ自動的に砂型に置き換えられる仕組みになっています。この際、Vプロ設備では薄い袋状のフィルムに包まれた砂にスタンプのように原型模様が転写され、袋内はバキュームにより真空状態にして砂を固めます。ちょうど、布団圧縮袋を想像してください。通常は型となる砂を固めるために薬品を砂に混入し、何時間もかけて手間を要し固めるのに対し、バキューム方式では、数十秒で自動で砂を固めることができます。
アルミ鋳物製造工程
-
1.型置き場
ここには傳來工房が過去に鋳造した作家の先生の作品や重要文化財復元の時に用いた原型、学校法人や宗教法人様のレリーフやパネル、そして量産品ではディーズガーデン製品やOEM製品といった様々な鋳造型が保管されております。

-
2.定盤
型を水平な板に張り付けて、独自のVプロセスという設備で鋳造を開始します。


-
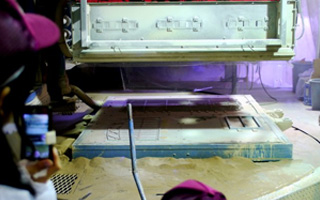
3.ターンテーブル
定盤を水平に回転するターンテーブルに設置して型の上に熱く熱して柔らかくしたフィルムを被せ 定盤に枠を載せます。そして、枠の中に砂を入れます。 機械によるオートメーションです。

-
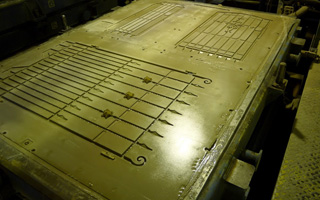
4.成形
フイルムに包まれた原型の上に敷き詰められた砂は中の空気を約6秒間で抜き取り、真空状態にします。一瞬で砂はカチンコチンに固まります。これで砂型のできあがりです。指で押さえてもへこまないほどカチカチですこれがV(真空)プロセスという工程です。この装置を持っている鋳造工場は国内でも数える程です。従来のバインダーで固める方法では、砂を再生工場で処理する必要がありますが、Vプロセス工法だと、工場内で真空を開放するだけで再利用できるエコな鋳造法です。

-
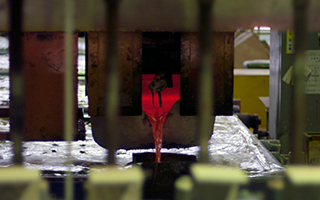
5.湯入れ
上型と下型の2つ成形を行い、その2つの型取った(凹んだ)方どうしを合わせます。そうすると、真空状態を維持して固くなった砂の内部に、製品と同じ形をした空間が出来上がります。その空間に約800℃に熱し、ドロドロに解けたアルミを流し込みます。そして、約2時間ほど待機しているうちに、少しずつアルミが冷やされて固まってきます。

-
6.脱型
ここまで真空状態に保たれていた砂型の吸引を止め、上下のフィルムを破ることで、固くなっていた砂が一揆に下に落ち、中からアルミ鋳物製品が誕生の瞬間です。


-
7.ショットブラスト
0.8mmの鉄の玉を製品に当てて、こびりついた砂を落とします。


-
8.仕上げ
鋳造したアルミ鋳物製品のバリを手作業で削り取ります。一挙に冷やした鋳造製品には反りが発生します。反りは叩いて矯正します。また、ボルト穴やタップを切ったりして塗装前の仕掛品の出来上がりです。仕上げ後、徹底した製品検査を経て、塗装工程に移ります。


